以前很多新生嬰兒都是父母自己照顧,但是現在人們的生活水平提高和生活狀態也不一樣了,對于寶寶的的健康成長越來受到重視了[詳情]

巖板定制周期如何縮短?加急處理:選擇云南有備用生產線的廠家,加急訂單可壓縮周期至 7-10 天;提前確認設計方案,減少打樣次數;支付 10%-20% 加急費,確
壓力掃描閥在汽車制造中的首要任務是對各個壓力系統進行高精度的壓力測試。它能夠快速響應并準確調節至預設壓力值
福州網站建設域名命名規范,網站域名怎么命名? 福州網站建設域名命名規范 不同后綴類別的網站域名很可能有不同的命名規范。為了獲得成功的域名注冊和根據網站域名的命名審批,您需 要遵循相應的網站域名命名規范。本文介紹了中文域名、英文域名,.hk對于其他域名的命名規范,您可以根據 項目需要掌握匹配標準,整體規劃您的網站域名。

中央空調回收利用是符合國家的環保節能的理念的,因為現在有很多家庭都已經是安裝了中央空調,而人們對于中央空調也是越來越喜愛,這種空調是需要有一定的保養方法的,也能夠去延長使用的時間,那么這種類型的空調到底如何保養,要如何延長中央空調的使用時間呢,下面再為大家具體介紹一下。怎樣延長中央空調的使用時間?
寰寰貓舍是WCF,TICA雙認證專業貓舍,本貓舍貓咪性格溫順,血統純正,自主繁育,售后系統完善,終身免費疫苗,歡迎愛貓人士選購!

廢舊電線電纜回收價格.河北物資回收公司再應用的作用是任何其余行業所無法代替的。 經濟興旺國度把物資回收再應用行業看作朝陽產業。隨著我國經濟的疾速開展,技巧的進步,更新換代的減速,會有越來越多的商品失去運用價值變成廢舊商品,進入廢舊商品回收再應用階段。

母線槽在生產的時候使用價格低廉質量不過關的絕緣材料,切絕緣材料有針孔、厚薄不均勻,就會導致母線槽在使用中出現故障。在安裝母線槽時有垃圾進入母線槽的殼體中,當這些垃圾在受潮時就會造成母線槽短路。 那遇到母線槽短路故障如何解決?

為了吸引更多的顧客和游客,網紅夜市還設立了互動體驗的主題商鋪。這些商鋪提供各種刺激和有趣的活動,同時也離不開燈光亮化設計的幫助。顧客們可以在這些商鋪中玩得盡興,享受到獨特的購物體驗,那么利用燈光亮化設計如何打造吸睛網紅夜市?

EMC(電磁兼容性)濾波器是一種用于電磁干擾(EMI)的電子元件,廣泛應用于各種電子設備中,以確保設備在其電磁環境中正常工作,同時不對其他設備造成干擾。EMC濾波器的主要功能是減少設備發出
?烏魯木齊清洗油煙機公司分享空調蒸發器的清洗方法 對于家電中清洗的步驟有很多,那么對于家用空調蒸發器是怎么樣進行清洗的?烏魯木齊清洗油煙機公司來為大家進行簡單的分析一番。

銅仁西服定做講講西服根據制作方式嚴格來說分為三種,Bespoke(定制)、MTM(半定制) 和RTW(成衣)。Bespoke是的純定制要求一件衣服上至少有五十個小時以上的手工活。而且量體打版、裁剪、制作都需要由一個人完成,非常依賴單個師傅的手藝,定做下來一趟價格價格不菲。

在校園中,旗桿的高度不僅關系到視覺效果,還關乎校園文化的傳達與氛圍的營造。因此,合理選擇旗桿的高度是一個值得深入思考的問題。以下從幾個方面分析校園旗桿的合適高度。

買智能鎖最怕的是什么?是本想買臺貴點的,希望它能質量好點、售后好點;但現實中,太多的事與愿違,結果卻是更加的糟心。事實上我們也同樣不想拋開品質和服務談價格,這樣既欺騙客戶也欺騙自己。所以我們把最新上市的3D人臉識別款率先承諾“三年換新”,給選擇它的客戶一個安心的定心丸。

不干膠印刷如何安裝色序?彩色不干膠印刷產品有滿版實地,又有文字、線條、圖案。印刷的色序首先印文字、線條、圖案,然后再把滿版實地放在上機印刷,這樣可以避免由于不干膠紙厚,印跡未干時紙張相互碰撞擦壞、背面粘臟的現象。

車牌識別設備(LPR,License Plate Recognition)在現代交通管理和監控中發揮著重要作用,為了確保其正常運行和準確識別,正確的調試是必不可少的。以下是車牌識別設備調試的基本規定與步驟。

在雷雨天氣中,防雷擊的措施至關重要,尤其是在建筑物、工廠、通信設備和其他關鍵設施中。有效的防雷工程可以顯著降低雷電對人身安全和財產損失的威脅。以下是關于防雷接地工程及其在雷雨天防雷擊的詳細討論。

工程資質代辦的時間周期因多種因素而異,通常需要1個月到6個月不等,甚至更長。具體時間取決于企業申請的資質類型、等級、所在地區的政策要求、企業自身條件以及代辦機構的專業能力等。

隨著科技的不斷進步,各類研究活動日益增多,實驗室作為科研活動的重要場所,其設計合理與否直接影響到科研效率及成果的質量。本項目旨在設計一個現代化的科研實驗室工程,以滿足多學科、多領域的研究需求,提升科研人員的工作體驗和效率。
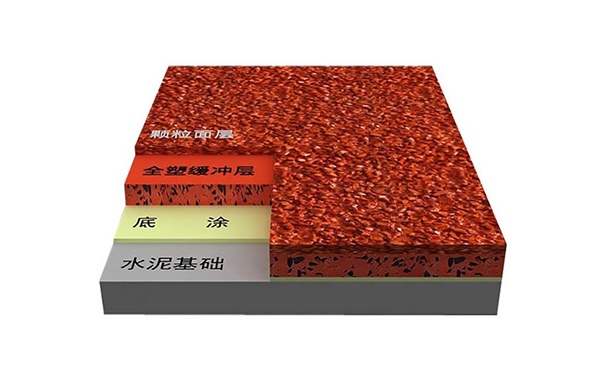
貴州塑膠跑道講講學校和體育館都在使用戶外塑膠跑道。戶外塑膠跑道的優勢高安全性可以防止摔倒造成的運動損傷,還可以適度吸收腳步的沖擊,減少運動損傷,適合長期訓練和比賽。

酒店標識牌以金屬、木質材料為主,但工藝流程相對醫院、校園、機關、寫字樓標識的制作材料來說較為凌亂,運用的材料也比較多,多注重實用性與觀賞性的結合。一般有戶外的鋼板鏤空發光的精神堡壘,大堂內亞克力發光標識,大堂背景板的金屬背光精工標識,大堂導視吊楣牌,公示牌,樓層分布牌,電梯牌,樓層牌,消防疏散牌,門牌等等,具體制作材料因不同要求而選取。

福州LED觀片燈是一種用于醫學影像診斷的設備,主要用于觀察和分析X光片、CT片、MRI片等醫學影像。其內部結構設計需要考慮光源、散熱、控制電路、光學系統和外殼等多個方面。以下是LED觀片燈的內部結構設計的詳細描述。
小葉紫檀生長緩慢、質地堅硬,硬度為木材之首,系稱“帝王之木”,非一般木材所能比。開料后有檀香味,呈橘紅色,氧化后變為深褐色,最后變為紫色;紋理細密,變幻多樣。凹凸傳奇帶你了解“帝王之木”印度小葉紫檀:

巖板樓梯晃動是什么原因?靠譜的云南巖板廠家,會做到 “配送 - 安裝” 無縫銜接:配送前,將巖板樓梯的踏步、側板按安裝順序編號,方便師傅快速識別;配送中心送貨時,同步安排安裝團隊到場,避免巖板存放不當受潮變形;

船舶定位導航與接收機的搭配使用是現代航運中不可或缺的技術,尤其是在復雜的海上環境中。定位導航系統能夠確保船舶在海洋中航行時,準確掌握自己的位置、航向、速度等信息,從而保障航行安全。

清污機安裝復雜嗎?清污機安裝的復雜程度,要看設備的類型和型號。小型家用清污機,結構相對簡單,安裝步驟少,通常按照說明書就能進行安裝,新手也能輕松完成。比如,連接好刷頭、插上電源,簡單調試后就能使用。

在降水打井作業中,安全始終是重中之重。特別是在城市或郊區,地下電纜縱橫交錯,稍有不慎就可能造成電纜損壞,引發停電、通信中斷甚至更嚴重的安全事故。因此,在進行降水打井前,須采取一系列措施,確保作業過程安全、有序,有效避開地下電纜。

濃縮的鹽酸會形成酸霧。酸霧和鹽酸溶液都對人類組織有腐蝕性的效果,并有損害呼吸器官、眼睛、皮膚和腸道的可能。鹽酸可與常見的氧化劑,例如次氯酸鈉(漂白劑,NaClO)或次氯酸鈣(Ca(ClO)2)等發生氧化還原反應,產生有毒的氯氣氣體,少量吸入會導致不適。

因此,聯想企業科技集團針對中國相關企業單位對大容量、高密度的存儲服務器的需求,沈陽聯想服務器代理?推出Lenovo ThinkServer DN8836,在4U機箱內提供36個大容量硬盤位,同時滿足了運算和存儲的要求,?并實現了價格/存儲空間比,是冷數據存儲、視頻監控、云存儲、大數據和CDN應用的選擇。

高壓電纜的阻燃措施是確保電力系統安全、預防火災和減少火災損失的重要手段。在高壓電纜的設計、生產和安裝過程中,采取有效的阻燃措施,能夠顯著降低火災發生的風險。以下是一些主要的阻燃措施:
珍珠棉和PP棉是兩種常見的包裝材料,它們在保護和緩沖物品方面有著廣泛的應用。雖然它們在外觀和手感上有些相似,但實際上它們具有不同的材料特性和用途。
?polo衫的發展穿好的秘訣是什么 ??相信很多男士都polo衫,它是僅次于西裝,深受眾多男士喜愛的服裝單品,穿的人多,但真正了解它的人卻很少,

山藥茯苓草本膏是一種結合了山藥、茯苓以及其他中藥材(如薏苡仁、芡實、蓮子等)制作而成的草本膏體。利水消腫:山藥茯苓草本膏能有效促進身體代謝,加快體內水分的排出,有助于緩解水腫癥狀。

白皮松苗木的種植方法可以按照以下步驟進行,確保清晰且詳細地分點表示:1.種子處理采集:選擇健康、生長良好的20~60年生的林木作為采種母樹。當球果由綠變黃綠色時(9-10月),即可采種。